«3Dпечатная революция значительно повлияет на судостроение и материально-техническую базу», – рассказывают два младших офицера ВМФ в Proceedings, популярном журнале Военно-морского института в США. Лейтенанты ВМФ Скотт Чини-Питерс и Метью Хипл считают, что 3D печать повлияет на способы и технологии, используемые ВМФ для моделирования и конструирования абсолютно во всех сферах: начиная с кораблей, подводных лодок, авианосцев и заканчивая всем прочим, что находится на борту.

Дальнейшее развитие 3D принтеров могло бы изменить технологии, применяемые ВМФ в судостроении. «Линии производства и верфи будущего поколения могут заменить, фактически, гигантские 3D принтеры, способные максимизировать эффект экономии, который предполагает аддитивный производственный процесс». – Пишут они.
Исчезнет необходимость складирования огромных запасных запчастей. Вместо того чтобы заниматься транспортировкой необходимых или редко используемых запчастей, инженеры смогут просто отсканировать неисправную запчасть и отправить данные на ближайший принтер. Таким образом, на борту корабля нужно будет просто иметь необходимее материалы для 3D печати, что позволит сэкономить площадь и уменьшить вес.

Разумеется, необходимо следить за количеством оставшегося материала и восполнять его запасы, однако ВМФ может провести испытания, чтобы определить оптимальное количество материала, которое нужно иметь на борту, чтобы минимизировать вес. Более того, поскольку материалы имеют жидкую или гранулированную форму, то их можно хранить в компактном виде, что позволит освободить дополнительное пространство, в отличие от громоздких готовых запчастей и защитных упаковок для них.
Помимо прочего, все данные можно хранить на компьютере и обновлять по мере необходимости. Авторы статьи предполагают, что в будущем аддитивные технологии судостроения будут использоваться не только для печати запасных запчастей. 3D печать приблизит фабрики к морякам: «3D принтеры могут использовать для печати материал переработанных старых судов, а ВМФ даже может разработать «концепцию биоразминирования – для обнаружения и обезвреживания боеприпасов, найденных на дне окружающих морей и в районах береговой линии – возможно, при помощи специально разработанных 3D печатных транспортных средств». Также модель судов можно адаптировать для монтажа встроенных принтеров при помощи специальных поддерживающих устройств. И, конечно же, можно применять медицинский 3D принтер для печати медицинских инструментов.

“Основная часть этих идей является лишь предположением будущего, в некоторых случаях настолько смелыми, что вряд ли они когда-нибудь станут реальностью. В то же время перед промышленностью и ВМФ возникла масса препятствий, которые им необходимо преодолеть, чтобы в полной мере ощутить преимущества аддитивного производства», –сообщают авторы.
Профессиональные 3D принтеры и материалы для них все еще стоят дорого, к тому же принтеры могут работать только с отдельными видами материалов. Вдобавок: «ВМФ необходимо определить, кто будет отвечать за качество печатных аналогов армейского предназначение и каким образом».
«Поскольку 3D печать предоставляет противникам США те же возможности, что и для ВМФ, то перед ним встает вопрос обеспечения безопасности, и ВМФ необходимо позаботиться о мерах защиты от кибер-атак в том числе». – Добавили авторы.
По их мнению, пройдут годы, а, возможно, и десятилетия, чтобы решить все возникшие проблемы. Однако процесс разработки и применения возможностей, которые заложены в 3D принтерах, не будет остановлен. Одно из основных заданий для ВМФ – правильно оценивать всю степень экономии, которая будет достигнута с помощью перехода на инновационный способ производства по необходимости, а не складирования ранее произведенных запчастей. Лучшее понимание взаимосвязи новых технологий печати и возможностей производства позволит ВМФ правильно определить их важность и сосредоточиться на конкретных задах, что обеспечит качественный результат. Потенциальные преимущества в стоимости и мощности – просто огромные.
Сегодня технологии 3D-печати уже оказывают сильное влияние на целый ряд производственных отраслей, включая строительную, медицинскую, аэрокосмическую и автомобильную. Теперь же одна знаменитая компания готова вывести аддитивные технологии в море: немецкий производитель яхт и моторных лодок HanseYachts AG интегрирует аддитивные технологии в дизайн и производство судов.

Компания HanseYachts AG, один из крупнейших производителей морских парусных яхт в мире c 1990 года, решила использовать 3D-печать для производства 10-метрового корпуса своей новейшей яхты – Hanse 3D15. Разработка 3D-печатного варианта яхты идет уже третий год, а первым результатом стал специальный 20-метровый 3D-принтер, с помощью которого компания намеревается напечатать корпус судна.
Опытно-конструкторские работы ведутся в сотрудничестве с инженерами компании VBS-Print. Для производства будет использован полимерный композит с древесным наполнителем. Доля переработанных древесных волокон составит порядка 60%.

Карл Делер, главный инженер отдела перспективных разработок HanseYachts AG, поясняет: «Hanse 3D15 будет деревянным судном. За счет новой технологии строительства корпусов мы надеемся не только создавать более прочные суда, но и значительно сокращать время производства для своевременного обеспечения высокого спроса. Благодаря 3D-печати мы сможем удовлетворить индивидуальные требования заказчиков, какими бы они не были».
Текущий проект бесспорно станет важным шагом для HanseYachts AG, но что еще более важно, внедрение аддитивных технологий может иметь революционный эффект на судостроение в целом. Само собой, опытные специалисты могут отнестись к идее с сомнением в силу устоявшихся традиций. Поясняет генеральный директор Hanse Yachts AG, Йенс Герхардт: «Когда наши отраслевые партнеры заявляют, что 3D-печать не может быть успешной, я напоминаю им о внедрении стекловолокна в 60-х, тогда считавшегося не менее спорным материалом для постройки лодок».

HanseYachts AG, ставшая одной из первых компаний, принявших стеклопластик на вооружение в качестве одного из основных кораблестроительных материалов, имеет репутацию новаторского производителя, не боящегося смотреть в будущее. Теперь компания доказывает свою приверженность инновационным методам вновь с помощью проекта Hanse 3D15. «Мы рассматриваем открытость к инновациям в качестве главного конкурентного достоинства нашей верфи, и мы рады сделать новый шаг в развитии международной кораблестроительной отрасли», – заявил Йенс Герхардт.
Британская компания CJR Propulsion, специализирующаяся на производстве кастомизированных гребных винтов и рулевого оборудования, полагается на технологии 3D-печати для прототипирования готовых изделий и испытаний опытных образцов.

CJR Propulsion считается одним из наиболее высокотехнологичных производителей гребных винтов в Европе. В круг клиентов компании входят строители скоростных катеров, рыболовных и транспортных кораблей и даже люксовых яхт.

Политика компании проста: каждое уникальное судно заслуживает идеально подогнанного под конструкцию корабля винта. Но гидродинамика наука сложная – одними лишь расчетами и виртуальным моделированием не обойтись. Для полной уверенности в способности винтов выполнять работу так, как задумано, необходимы зачастую многократные испытания опытных образцов.

С другой стороны, производство винтов – дело сложное и затратное. CJR Propulsion нашла выход из ситуации, закупив 3D-принтеры производства немецкой компании BigRep. Эти устройства аналогичны по конструкции и внешнему виду обычным настольным FDM-принтерам, если не принимать во внимание их огромные габариты.
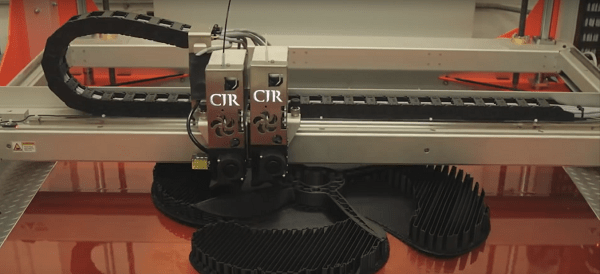
Однако главное достоинство BigRep заключается именно в размерах. Различные модификации фирменного принтера отличаются по объему области построения, но незначительно. В среднем, эти установки позволяют печатать полимерные модели размером 1х1х1 метр.

«В CJR мы производим рулевое оборудование для люксовых яхт и рабочих лодок. Мы уделяем особое внимание качеству наших продуктов, поэтому каждый винт должен идеально соответствовать целевому судну. Обычно для каждого отдельного корабля мы проектируем свои винты, чтобы они идеально подходили друг другу, а для этого каждый раз требуется изготовление винтов новый формы. 3D-принтеры облегчают задачу, помогая быстро и эффективно производить шаблоны. Аддитивное производство шаблонов очень простое и дешевое, что позволяет нам экспериментировать с самыми разными дизайнами», – рассказывает Саймон Льюис, руководитель отдела вычислительной гидродинамики.

«После покупки 3D-принтеров BigRep мы получили возможность контролировать весь процесс аддитивного изготовления производственных шаблонов, а это делает нас гораздо более конкурентоспособными на рынке», – поясняет Алекс Стивен, глава отдела технических продаж.
Технология судостроения
ПОСТРОЙКА И РЕМОНТ СУДОВ
Строительство судов осуществляется на специализированных судостроительных предприятиях, которые подразделяются на судостроительные заводы, выполняющие весь объём работ по корпусу, а также некоторые работы по изготовлению судовых механизмов и др.; судостроительные верфи, которые строят только корпус, а механизмы и оборудование получают с других заводов; судосборочные верфи, которые собирают корпус судна из частей (блоков, секций), изготовленных на других заводах.
Строительству судна предшествует проектирование, процесс которого будет рассмотрен позже. Проект судна поступает на завод, после чего начинается подготовка производства. Судно – чрезвычайно сложное сооружение, в его постройке участвуют предприятия различного профиля, и завод-строитель должен заключить договоры с ними на поставку материалов, оборудования, различных изделий. Так, сталь дает металлургический завод, главные двигатели – дизельный, электро- и радиотехническое оборудование – соответствующие специализированные предприятия. В отдельных случаях требуется постройка новых или модернизация старых цехов, построечных мест, коммуникаций и т.п.
После получения заводом теоретического чертежа в специальном помещении – на плазе – в натуральную величину на специально подготовленном полу прежде вычерчивался корпус по практическим шпангоутам. По этой разбивке делались шаблоны отдельных деталей (к примеру, книц), растяжки листов наружной обшивки и др.
Размещено на реф.рф
Позже перешли к масштабной разбивке корпуса (М 1: 5 или 1: 10) на специальных щитах, а работы стали выполнять с помощью фотопроекционной установки. На современных судостроительных предприятиях от плазовой разбивки перешли к компьютерному представлению корпуса судна. Теперь ЭВМ производит аналитическое согласование обводов, строит теоретические и практические шпангоуты, выпускает карты раскроя листов, где указываются точные размеры, форма, расположение каждой отдельной детали на стальном листе, обеспечивает управление работой газорезательных автоматов по вырезке этих деталей и др.
Параллельно разрабатывается рабочая технология постройки судна и готовится специальная оснастка.
Ко времени окончания подготовки производства на завод начинают поступать материалы и оборудование. Стальные листы и профильный прокат попадают на склад стали, где хранятся в отведенных для них местах (по материалам, толщинам листов, размерам и типам профилей). Современные склады стали имеют специальное крановое оборудование с программным управлением, ĸᴏᴛᴏᴩᴏᴇ позволяет быстро отыскать нужную деталь. Металл может проходить определенную обработку, к примеру, очистку от прокатной окалины, предварительную окраску.
На заводе имеется несколько корпусных цехов. В одних (корпусообрабатывающих) изготавливают отдельные детали, в других (сборочно-сварочных) из них делают секции (плоские или объёмные), к примеру, в виде нескольких сваренных листов с установленным на них набором, или блоки – участки корпуса, к примеру, в виде целого отсека. Изготовленные секции и блоки поступают на стапель (в стапельный цех), где непосредственно собирается корпус судна. Кстати, во времена клепаного судостроения на стапель подавались отдельные детали - ϶ᴛᴏ намного удлиняло процесс постройки судна и уменьшало производительность завода, поскольку дорогие стапельные места оказывались нужнолго занятыми и не давали возможность закладывать новое судно.
В состав оборудования корпусообрабатывающих и сборочно-сварочных цехов входят гильотинные ножницы и газорезательное оборудование для резки деталей, правúльные (для правки – устранения неровностей) и гибочные вальцы для листов и профилей, прессы для изготовления листовых деталей сложной формы и др.
Размещено на реф.рф
Имеются сварочные автоматы и полуавтоматы для сварки листов между собой, изготовления сварных профилей (тавров), приварки набора. Секции сложной формы делаются на специальных постелях различного вида. Важно заметить, что для сокращения стапельного периода стремятся к укрупнению секций и блоков, подаваемых на стапель, их насыщению (ᴛ.ᴇ. установке фундаментов механизмов, трубопроводов, деталей крепления оборудования и др.). Перенос части корпусных работ в цеха повышает производительность и качество работ, улучшает условия труда. Максимальные масса и габариты секций, подаваемых на стапель, определяются размерами цеха (его ворот) и возможностями кранового оборудования на построечном месте.
На старых заводах суда чаще всего строились на наклонных стапелях, продольных или поперечных, исходя из того, располагалось ли судно перпендикулярно или параллельно берегу; в последнем случае оно располагается горизонтально, а перед спуском передвигается на наклонные спусковые дорожки. Спускалось на воду оно под действием собственной тяжести, что можно считать достоинством. Недостаток такого способа состоит по сути в том, что спуск неуправляемый; иногда во время спуска судно повреждалось или даже останавливалось, после чего спустить его было очень трудно.
На современных судостроительных заводах построечные места расположены, как правило, горизонтально. Это бывают эллинги (крытые цехи, где на специальных тележках, оборудованных гидродомкратами и передвигающихся с помощью лебедок, формируется корпус судна, который затем выкатывается к берегу и спускается на воду), сухие судостроительные доки (бетонированные котлованы, часто разгораживаемые на две или даже три камеры, в одной из которых располагается судно, постройка которого близится к концу, а в другой закладывается новое судно).
Существует несколько способов формирования корпуса судна на стапеле – подетальный, пирамидальный, островной, блочный. Как указано выше, подетальный способ в настоящее время не применяется. Пирамидальный состоит по сути в том, что сборка корпуса начинается с днищевой секции, которая располагается в средней по длине части судна (предпочтительно в машинном отделении, где трудоемкость работ велика), а наращивание идет в стороны и вверх – образуется своеобразная пирамида. Островной способ предполагает закладку первоначально нескольких (двух или трех) секций по длине, которые по мере наращивания превращаются в ʼʼостроваʼʼ, впоследствии соединяемые ʼʼзабойнымиʼʼ секциями. При блочном способе отсеки основного корпуса последовательно присоединяются друг к другу, на них устанавливается блок надстройки.
Сварка сопровождается сварочными деформациями – происходит укорочение сварных швов в продольном и поперечном направлениях, коробление листов. Чтобы обеспечить правильность размеров и формы судна, стыковку отдельных его частей, предусматривают припуски, удаляемые при стыковке. В ходе формирования корпуса ведется систематическая проверка размеров и формы судна (которую проще производить на горизонтальных построечных местах). Вместе с тем, проверяется качество сварных швов (путем гаммаграфирования), непроницаемость отсеков (испытаниями наливом воды или сжатым воздухом).
Отметим также, что в составе судостроительных заводов, кроме корпусных, имеются монтажные (механомонтажный, электромонтажный, трубомедницкий и др.), достроечные (малярный, мебельный, корпусно-такелажный), заготовительные (литейный, кузнечный, деревообделочный), вспомогательные (инструментальный, ремонтный) цехи. Часть указанных цехов может отсутствовать, а вместо них существовать отдельные специализированные предприятия.
Обычно на стапеле стремятся выполнить максимальный объём работ. С этой целью устанавливают главный двигатель, вспомогательные механизмы, судовые устройства и системы, насыщают оборудованием и отделывают судовые помещения. Корпус судна окрашивают. Спусковая масса судна нередко ограничивается возможностями стапельных мест, что может потребовать переноса некоторых работ на достройку.
Спуск судна на воду – очень ответственная операция. Ей придается также большое символическое значение. Обычно на заводах спуск судна, особенно крупного, на воду становится праздником – о борт разбивают бутылку шампанского, судну присваивают имя (снимают покрывало с названия); на торжестве, кроме работников завода, могут присутствовать гости. С этого момента судно оказывается в родной ему стихии - на воде.
При продольном спуске судно вначале располагается на строительных опорах, затем оно пересаживается на спусковое устройство, включающее наклонные дорожки, покрытые или слоем насалки (широко применялась парафино-вазелиновая насалка), или специальными пластмассовыми щитами с малым коэффициентом трения. Важно заметить, что для спуска удаляют задерживающие устройства, после чего судно само спускается на воду. При поперечном спуске движение происходит в поперечной плоскости. Дорожки уходят в воду на ограниченную глубину, так что в процессе спуска могут возникать повышенные динамические нагрузки.
В случае если судно строится в сухом строительном доке, для спуска на воду док просто заполняют водой. Заметим, что при этом судно всплывает вверх, тем не менее, процесс по традиции называют спуском. При постройке в эллинге (в цехе) судно механизированным способом (на гидравлических тележках) выкатывается к берегу и далее закатывается на специальный спусковой (передаточный) плавучий док. Док с судном отводят на глубокое место и погружают (если у берега глубина достаточная, док погружается на месте), благодаря чему судно оказывается на воде. На современных судостроительных заводах предпочитают управляемый плавный спуск на воду.
Спуском постройка судна не заканчивается. Судно спускают на воду в определенной, большей или меньшей степени готовности, исходя из возможностей спускового устройства и размеров судна. Лишь небольшие суда после спуска бывают полностью готовы к выходу в море. Остальные после спуска отводятся к достроечной набережной, где идет процесс достройки. В ходе достройки могут устанавливаться некоторые механизмы, приборы, оборудование, отдельные механизмы могут проходить испытания. За ходом постройки наблюдают представители Регистра и Центрального конструкторского бюро (ЦКБ) - проектанта.
Большинство судов строится сериями, состоящими из нескольких единиц – от 2 – 3 до сотен, исходя из назначения и размеров. При серийной постройке есть несколько методов организации труда, которые мы не рассматриваем.
Построенное судно проходит сдаточные испытания, только после них оно передается заказчику. Мы уже указали, что отдельные испытания могут производиться в ходе достроечных работ, что оформляется специальными актами испытаний. Готовое судно проходит швартовные испытания у стенки завода. Во время этих испытаний проверяется работа главных двигателей, вспомогательных механизмов и систем, судовых устройств. При положительных результатах судно направляется на ходовые испытания, программа которых должна быть более или менее обширной, исходя из того, является ли судно головным или серийным, насколько оно необычно. Судно перед испытаниями должно быть окрашено для уменьшения сопротивления воды, для чего его ставят в док (если с момента спуска прошло более 2 – 4 недель). На ходовых испытаниях определяют скорость судна при различных режимах работы главного двигателя, от самого малого до полного – с этой целью оно делает по 3 пробега на каждом режиме на специально оборудованном участке акватории – мерной миле (мерной линии), во время которых измеряются частота вращения и мощность главного двигателя и скорость судна. Проверяют в действии различные механизмы, судовые устройства и др.
Размещено на реф.рф
Испытания проводит государственная комиссия, их условия и результаты отражаются в подробном акте, составленном по определенной форме. После испытаний производят ревизию механизмов, ᴛ.ᴇ. проверку их состояния.
Программа испытаний у простых серийных судов сравнительно ограниченная, тогда как необычные или особенно крупные суда проходят испытания в течение нескольких месяцев и даже больше года. Особенно сложной бывает программа испытаний у крупных боевых кораблей и атомных подводных лодок новых типов. В ходе испытаний нередко выявляются недостатки и ошибки различного характера: проектные, конструктивные, технологические, связанные с низким качеством выполнения работ. Эти недостатки стараются, по возможности, устранить. В наиболее сложных случаях судно сдают с недоработками, пытаясь устранить их на последующих судах серии, что может потребовать серьезных исследований.
В случае если суда строятся серией, стоимость постройки головного судна всегда оказывается заметно больше, чем серийного, из-за затрат на проектирование, изготовление оснастки и т.д.
Судостроительное предприятие обычно принимает на себя гарантийные обязательства. В течение гарантийного срока, который обычно равен одному году, завод бесплатно устраняет неполадки, связанные с низким качеством выполнения работ.
Технология судостроения - понятие и виды. Классификация и особенности категории "Технология судостроения" 2017, 2018.
Сварка сопровождается сварочными деформациями – происходит укорочение сварных швов в продольном и поперечном направлениях, коробление листов. Чтобы обеспечить правильность размеров и формы судна, стыковку отдельных его частей, предусматривают припуски, удаляемые при стыковке. В ходе формирования корпуса ведется систематическая проверка размеров и формы судна (которую проще производить на горизонтальных построечных местах). Кроме того, проверяется качество сварных швов (путем гаммаграфирования), непроницаемость отсеков (испытаниями
наливом воды или сжатым воздухом).
Технология судостроения
Отметим также, что в составе судостроительных заводов, кроме корпусных, имеются монтажные (механомонтажный, электромонтажный, трубомедницкий и др.), достроечные (малярный, мебельный, корпусно-такелажный), заготовительные (литейный, кузнечный, деревообделочный), вспомогательные (инструментальный, ремонтный) цехи. Часть указанных цехов может отсутствовать, а вместо них существовать отдельные специализированные предприятия.
Обычно на стапеле стремятся выполнить максимальный объем работ. С этой целью устанавливают главный двигатель, вспомогательные механизмы, судовые устройства и системы, насыщают оборудованием и отделывают судовые помещения. Корпус судна окрашивают. Спусковая масса судна нередко ограничивается возможностями стапельных мест, что может потребовать переноса некоторых работ на достройку.
Технология судостроения
Спуск судна на воду – очень ответственная операция. Ей придается также большое символическое значение. Обычно на заводах спуск судна, особенно крупного, на воду становится праздником – о борт разбивают бутылку шампанского, судну присваивают имя (снимают покрывало с названия); на торжестве, кроме работников завода, могут присутствовать гости. С этого момента судно оказывается в родной ему стихии - на воде.
Технология судостроения
При продольном спуске судно вначале располагается на строительных опорах, затем оно пересаживается на спусковое устройство, включающее наклонные дорожки, покрытые или слоем насалки (широко применялась парафино-вазелиновая насалка), или специальными пластмассовыми щитами с малым коэффициентом трения. Для спуска удаляют задерживающие устройства, после чего судно само спускается на воду. При поперечном спуске движение происходит в поперечной плоскости. Дорожки уходят в воду на ограниченную глубину, так что в процессе спуска могут возникать повышенные динамические нагрузки.
Технология судостроения
Если судно строится в сухом строительном доке, для спуска на воду док просто заполняют водой. Заметим, что при этом судно всплывает вверх, тем не менее, процесс по традиции называют спуском. При постройке в эллинге (в цехе) судно механизированным способом (на гидравлических тележках) выкатывается к берегу и далее закатывается на специальный спусковой (передаточный) плавучий док. Док с судном отводят на глубокое место и погружают (если у берега глубина достаточная, док погружается на месте), в результате чего судно оказывается на воде. На современных судостроительных заводах предпочитают управляемый плавный спуск на воду.
Технология судостроения
Спуском постройка судна не заканчивается. Судно спускают на воду в определенной, большей или меньшей степени готовности, в зависимости от возможностей спускового устройства и размеров судна. Лишь небольшие суда после спуска бывают полностью готовы к выходу в море. Остальные после спуска отводятся к достроечной набережной, где идет процесс достройки. В ходе достройки могут устанавливаться некоторые механизмы, приборы, оборудование, отдельные механизмы могут проходить испытания. За ходом постройки наблюдают представители Регистра и Центрального конструкторского бюро (ЦКБ) - проектанта.
Большинство судов строится сериями, состоящими из нескольких единиц – от 2 – 3 до сотен, в зависимости от назначения и размеров. При серийной постройке есть несколько методов организации труда, которые мы не рассматриваем.
Технология судостроения
Построенное судно проходит сдаточные испытания, только после них оно передается заказчику. Мы уже указали, что отдельные испытания могут производиться в ходе достроечных работ, что оформляется специальными актами испытаний. Готовое судно проходит швартовные испытания у стенки завода. Во время этих испытаний проверяется работа главных двигателей, вспомогательных механизмов и систем, судовых устройств. При положительных результатах судно направляется на ходовые испытания, программа которых может быть более или менее обширной, в зависимости от того, является ли судно головным или серийным, насколько оно необычно.
Технология судостроения
Судно перед испытаниями должно быть окрашено для уменьшения сопротивления воды, для чего его ставят в док (если с момента спуска прошло более 2 – 4 недель). На ходовых испытаниях определяют скорость судна при различных режимах работы главного двигателя, от самого малого до полного – с этой целью оно делает по 3 пробега на каждом режиме на специально оборудованном участке акватории – мерной миле (мерной линии), во время которых измеряются частота вращения и мощность главного двигателя и скорость судна. Проверяют в действии различные механизмы, судовые устройства и др. Испытания проводит государственная комиссия, их условия и результаты отражаются в подробном акте, составленном по определенной форме. После испытаний производят ревизию механизмов, т.е. проверку их состояния.
Технология судостроения
Программа испытаний у простых серийных судов сравнительно ограниченная, тогда как необычные или особенно крупные суда проходят испытания в течение нескольких месяцев и даже больше года. Особенно сложной бывает программа испытаний у крупных боевых кораблей и атомных подводных лодок новых типов. В ходе испытаний нередко выявляются недостатки и ошибки различного характера: проектные, конструктивные, технологические, связанные с низким качеством выполнения работ. Эти недостатки стараются, по возможности, устранить. В наиболее сложных случаях судно сдают с недоработками, пытаясь устранить их на последующих судах серии, что может потребовать серьезных исследований.
Если суда строятся серией, стоимость постройки головного судна всегда оказывается заметно больше, чем серийного, из-за затрат на проектирование, изготовление оснастки и т.д.
Судостроительное предприятие обычно принимает на себя гарантийные обязательства. В течение гарантийного срока, который обычно равен одному году, завод бесплатно устраняет неполадки, связанные с низким качеством выполнения работ.
Судоремонт
В связи со сложностью судов, наличием на них многочисленных механизмов, приборов и другой техники, тяжелыми условиями эксплуатации, время от времени происходят так называемые отказы (в теории надежности под отказом понимают выход тех или иных параметров техники за допустимые пределы; это не только аварии, поломки, но и чрезмерный износ и т.п.). Чтобы предотвратить или устранить отказы судна в целом и отдельных его элементов, существует система технического обслуживания и ремонта судов. Ремонт может производиться по техническому состоянию (при выявлении отказов) или планово-предупредительный (в определенном объеме и в заранее установленные сроки, с учетом нормативного срока службы тех или иных элементов).
ТЕХНОЛОГИЯ СУДОСТРОЕНИЯ :
- Совокупность приемов и способов изготовления судовых конструкций и по-стройки судна в целом. Включает принципиальную технологию и отдельные производственные процессы (по отдельным видам судостроительного производства). Принципиальная тех-нология регламентирует метод постройки судна, способ формирования корпуса, разбивку судна на сбо-рочные единицы и др. Технология отдельных производственных про-цессов в зависимости от видов судостроительного производства регламентирует способы выполнения работ, производственное оборудование, оснастку, приспособления, инструмент. При выборе производственных процессов исходят из необходимо-сти обеспечения наивысшей производительности труда, требуемого качества продукции, минимальных затрат материальных ресурсов и минимальной себестоимости про-дукции. Исторически начало судостроения можно от-нести к IV-VII тыс. до н. э., то есть к эпохе изготовления примитивных плотов из дерева или камыша и долбле-ных челнов. Для их постройки использовались все орудия, которыми тогда располагало человечество, - каменные и бронзовые топоры, огонь и прочее. По мере развития средств производства росли размеры судов, усложня-лись их конструкции и оборудование. Для постройки судов создавались специальные площадки - стапели, вокруг которых концентрировались необходимые производства: плотничное, такелажно-тросовое, парусное, кузнечное и др. Так возникли судостроительные верфи. Переход в начале XIX в. от деревянного судостроения к металлическому резко из-менил лицо верфи. Появились новые цехи по постройке корпусов судов, изготовлению судовых машин и котлов, развивалась механизация производственных процессов. Это спо-собствовало появлению верфей широкого профиля с машиностроительной частью. Переход от клепки металлических корпусов судов к электросварке в начале XX в. позволил формировать их на стапелях из крупных сборочных единиц (секций, блоков), что обеспечило перенос боль-шого объема работ с построечных мест в цехи. С разви-тием техники и появлением новых конструкционных материалов совершенствовались методы постройки судов; на смену подетальному пришли секционный, а затем и блочный методы. Все большее распространение в судостроении находят модульные принципы: модульно-агрегатный метод проектирования и постройки судов, модульная система формирования, отделки и оборудования судовых помещений. Получили широкое развитие поточные формы производства (поточно-бригадные и поточно-пози-ционные), обеспечивающие большую ритмичность производства, высо-кий уровень специализации, применение высокопроизводительного оборудования. Важнейшим направлением раз-вития технологии судостроения являются механизация и автоматизация производственных процессов, включая комплексную механизацию и автоматизацию процессов изготовления деталей кор-пуса судна на основе широкого применения машин с ЧПУ, создание механизированных поточных линий для изго-товления основных типов узлов и секций корпуса судна. В настоящее время на смену традиционным направлениям совершенствования и механизации производственных процессов в судостроении приходят принципиально новые, осно-ванные на широком применении промышленных роботов, робототехнических комплексов и гибких производственных систем. Существенное влияние на развитие технологии судостроения, в том числе на механиза-цию и автоматизацию судостроительного производства, оказывает применение математических методов и электронной вычислительной техни-ки на различных стадиях подготовки судостроительного производства и управление технологическими процессами.
- Научная дисциплина, разрабатывающая и совер-шенствующая приемы и способы изготовления судовых конструкций и постройки судна в целом.